Los beneficios medioambientales de los sistemas de tintas para impresión textil digital sin agua
Debbie McKeegan analiza el futuro de la impresión textil industrial y cómo la impresión digital se beneficia al reducir la huella ambiental.
La industria tradicional de serigrafía textil representa más del 94% del tejido impreso del mundo en volumen. Se estima que las tecnologías digitales, aunque ahora se consideran ampliamente el futuro de la impresión textil industrial, representan el 6% restante; la maquinaria de impresión digital está teniendo un impacto gradual, pero todavía nos queda un largo camino por recorrer para alcanzar la máxima eficiencia y un menor consumo. huella ambiental. La máquina de impresión textil digital industrial EFI-Bolt de un solo paso alcanzó recientemente el hito de los 50 millones de metros impresos y señala el futuro de la producción textil industrial utilizando equipos digitales.
Es bien sabido que los sistemas tradicionales de impresión textil consumen mucho agua y energía. Por ejemplo, recientemente se estimó que los sistemas de producción textil analógicos utilizan alrededor de 93 mil millones de metros cúbicos de agua al año. Gran parte de esta agua se toma de las capas freáticas locales y se sabe que causa problemas en regiones con escasez de agua en todo el mundo. Más del 20% de la contaminación del agua industrial a nivel mundial es atribuible al teñido y tratamiento de textiles. (Fundación Ellen Macarthur).
Cuando se comparan con sus homólogos de serigrafía análogos, todos los sistemas de impresión textil digital son comparativamente sin agua.
Un informe reciente de Research and Markets (marzo de 2021) concluyó que los principales factores que influyen en el crecimiento del mercado de impresión textil digital incluyen la migración hacia prácticas de impresión textil sostenibles que utilizan consumibles más limpios, como tintas de impresión sin urea ni COV. Y que algunos de los factores que impulsaron la adopción de la tecnología de impresión digital también incluyeron la eficiencia energética y del agua y la reducción del desperdicio de productos químicos.
Las innovaciones continúan en este campo; El agua es un recurso escaso y precioso. Simplificar el proceso de producción para eliminar el uso innecesario de agua es primordial. Por lo tanto, las tintas pigmentadas ofrecen una solución eficiente cuando se combinan con tecnologías digitales. La producción en un solo paso va más allá: elimina la necesidad de aplicar un revestimiento previo y un acabado posterior a los tejidos. Kornit Digital ofrece un proceso de un solo paso en su máquina Kornit Presto, que recubre la tela utilizando tecnología de inyección de tinta en línea, a medida que se aplica tinta, a la superficie de la tela (húmedo sobre húmedo) y luego la seca de una vez. pase - ahorro de agua y energía. Se logra una impresión de alta calidad utilizando el cabezal de impresión Fujifilm - Dimatix Starfire y genera una precisión milimétrica de la marca de impresión sin desperdicio. 
La impresión textil digital puede ahorrar hasta un 95% del uso de agua industrial, mientras que el consumo de energía se puede reducir en un 75%, lo que lleva a un uso mínimo de recursos y residuos textiles (Advanced Market Analytics).
La razón principal de esto radica en el propio proceso de impresión digital:
En el cabezal de impresión digital, hay fuerzas físicas mucho más pequeñas que superar a medida que se aplica la tinta. El cabezal de impresión piezoeléctrico genera una gota de tinta después de que una carga eléctrica acciona una placa vibratoria dentro del cabezal de impresión. Cada gota consta de una cantidad precisa de tinta disparada en el momento preciso según una carga electrónica relacionada con el detalle del diseño que se está imprimiendo. Por ejemplo, un cabezal de impresión Epson Precisioncore en la Epson ML8000 puede entregar tan solo 1,5 picolitros por gota, replicando exactamente la imagen electrónica del diseño o patrón que está imprimiendo.  Leyenda: Cabezal de impresión Epson Precisioncore. Crédito de la imagen: Epson.
Leyenda: Cabezal de impresión Epson Precisioncore. Crédito de la imagen: Epson.
La velocidad de impresión de la maquinaria textil digital ha aumentado, impulsada por innovaciones en el diseño de los cabezales de impresión. La Ricoh TH5241 genera 1200 ppp precisos con 1280 boquillas, mientras que la Kyocera KJ4 EX utiliza la resistencia y rigidez de su construcción para generar finas gotas que permiten una impresión de alta calidad a alta velocidad. XAAR, con su cabezal de impresión 2002, ofrece velocidades de impresión significativamente mayores, de hasta 75 metros por minuto a 720 ppp, utilizando toda la capacidad del cabezal de impresión, donde ahora son posibles frecuencias de disparo mucho más altas, de hasta 36 kHz. Es en esta combinación de velocidad y precisión que se generan las economías de agua y energía.
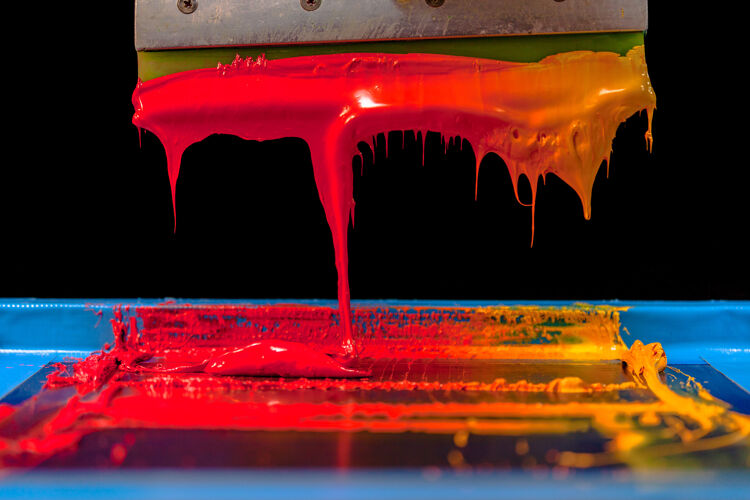
Como resultado, el volumen medio de consumo de agua en la impresión textil digital de 5 a 9 cc por metro contrasta con la gran cantidad de volumen de líquido de 50 a 60 cc por metro consumido al colocar una impresión sobre tela a través de una pantalla giratoria o plana. Esto se debe a que la serigrafía se basa en forzar físicamente la emulsión de tinta de impresión a través de la malla de una pantalla, grabada a partir de una separación de colores del diseño que se está imprimiendo. No importa cuán fina sea la malla o cuán preciso sea el grabado, este es esencialmente un proceso tosco en comparación con la impresión digital.
En serigrafía, la tasa de recuperación tixotrópica de una emulsión de impresión es vital si se quiere resistir las enormes fuerzas de corte que experimenta la emulsión cuando es forzada a través de una malla de serigrafía y esto sólo se logra mediante una formulación química compleja que exige una dispersión de volumen para sea efectivo. Además, la viscosidad de la emulsión de tinta debe variar de un color a otro dependiendo de la malla de la pantalla y la complejidad del diseño. .jpg?lang=en-GB)
Mantener esto es vital para la calidad del proceso de serigrafía, ya que se requiere una emulsión estable con viscosidad controlada si se quiere conservar consistentemente el color y la marca de impresión durante una tirada de impresión. En pocas palabras, el método de serigrafía en sí consume grandes cantidades de emulsión de tinta a base de agua, porque como proceso físico impreciso, depende en gran medida de la estabilización química determinada por el volumen para lograr una impresión satisfactoria.
Aparte de la diferencia entre el aspecto físico real de una impresora serigráfica rotativa y una impresora textil digital, la cantidad de agua que se debe secar en la impresión textil digital es mucho menor, con el resultado de que se puede lograr un tejido seco con una fracción de la energía utilizada en la serigrafía tradicional.
En un mundo donde el consumidor se centra cada vez más en el medio ambiente, las credenciales ecológicas se han vuelto de vital importancia. La impresión textil digital, con su entrega precisa de tinta a la tela, garantiza que se utilice la cantidad mínima de agua durante la creación de las hermosas telas y patrones por los que es reconocida. La precisión y la parsimonia se combinan para hacer que el proceso textil digital sea prácticamente sin agua y, por tanto, cada vez más atractivo tanto para el consumidor como para los ambientalistas.
Descubra las últimas innovaciones en impresión textil digital en G lobal Print Expo 2021 , la exposición líder en Europa de impresión serigráfica y digital de gran formato, impresión textil y señalización. Descubra los últimos productos, establezca contactos con personas de ideas afines y explore nuevas oportunidades comerciales. Regístrate ahora y utiliza el código promocional FESH101 para recibir un descuento de 30 euros.
Categorías
¿Interesado en unirte a nuestra comunidad?
Infórmese hoy sobre cómo unirse a su FESPA Association local o FESPA Direct
Noticias recientes

¿Cuáles son las oportunidades para los impresores en cuanto a pantallas retroiluminadas y gráficos p
Nessan Cleary describe las distintas oportunidades que tienen los impresores en lo que respecta a los gráficos para ventanas. Existe una amplia gama de materiales y opciones de iluminación disponibles.

¿Cuál es la diferencia entre etiquetas y embalajes en la impresión de banda estrecha?
Nessan Cleary comparte cómo el etiquetado siempre ha sido distinto del embalaje, pero cada vez más las líneas entre ellos se están difuminando.

Cómo dominar la medición del color, con Barbieri Electronic
Debbie McKeegan habla con Viktor Lazzeri, director de operaciones de Barbieri Electronic, quien comparte sus ideas sobre la importancia de una gestión precisa del color en todos los métodos de diseño y producción.
